





微电子焊料是电子产品组装过程中不可或缺的重要组成部分,它能够将器件的各部分有效地连接在一起。随着5G时代的到来,电子技术向着高功率、高密度和集成化的方向发展,对于大功率器件的封装如IGBT、MOS、大功率LED等,也相应地对焊接材料提出了更高的、更全面的可靠性需求。[1]
01 几类功率器件封装的现状
IGBT,一种功率半导体,它是能源转换与传输的核心器件,是电力装备的CPU。采用IGBT进行功率转换,能够提高用电效率和质量,具有高效节能和绿色环保的特点[1],其应用领域有工业领域(如变频器/逆变器),家用电器领域(如变频空调、洗衣机等),轨道交通领域(如动车、轻轨、地铁等),新能源领域(如新能源汽车、风力发电),医学领域(如医疗稳压电源),军工航天领域(如飞机、舰艇),可以说,当代社会IGBT无处不在。
整个IGBT模块中,最重要问题之一就是散热,因此迫切需要良好的热管理方案,比如DBC陶瓷覆铜板,其材料涉及氧化铝、氮化硅等,还有更多的新型材料在开发中,这些材料都是为了更好地服务于模块的热传导和电传导性能,所以焊接材料显得尤为关键。
IGBT组装分一次焊接和二次焊接,一次焊接主要是焊接芯片,这部分焊接主要是建立电流通路和散热通路,对空洞率要求最高;二次焊接主要是针对DBC底板,[2, 3]这部分焊接主要起散热的作用,IGBT模块组装结构如图1所示。
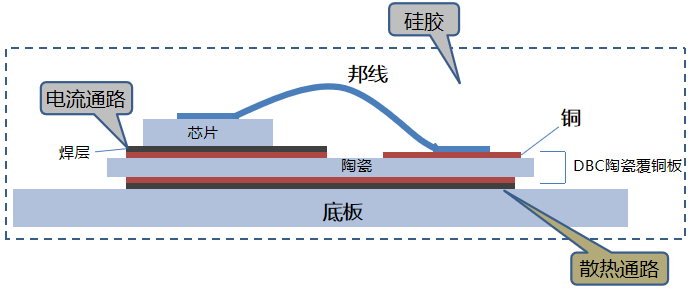
图1 IGBT焊接结构图
焊接IGBT模块主要采用锡膏和预制成型锡片两种形态焊料,焊接要求如下:工业级模块,单个空洞率<1%,整体空洞率<3%;新能源领域,单个空洞率<1%,整体空洞率<1.5%。对于新能源汽车而言,锡膏很难满足这样严苛的空洞要求,只有部分工业化模块才会使用锡膏。由此可见,为更好地降低空洞,保证稳定的低空洞是IGBT模块封装的迫切诉求。
IGBT的焊接工艺区别于传统的回流焊,它采用真空共晶炉+氮气+氢气(还原),也有采用真空回流炉+氮气+甲酸(还原)。[4]一般情况,高洁净焊片可满足较高空洞要求,但采用锡膏焊接新能源领域的模块时,空洞率很难稳定在1.5%以下,另外,用户端经常遇到的问题之一,即焊层厚度不均匀,这可能的原因是焊料熔化时润湿铺展的先后时间导致。[1, 4, 5]
汽车电子应用的功率器件MOS,其底部有个散热焊盘,焊接空洞的大小直接影响其散热,直接导致发热以及应力的产生;对于大功率LED,如果不能保证其良好的散热通道,直接导致LED灯珠的死灯,光衰等问题。所以,所谓的解决散热,最核心的就是极大可能地降低焊接空洞[6]。
02 锡膏的焊接机理
锡膏主要组成部分主要有触变剂、松香或者合成树脂、活化剂和溶剂。松香的作用:固态时,化学性质稳定;液态时,可润湿锈蚀的金属表面,有足够低的粘度,便于去除生成物;焊接后,可形成稳定的绝缘层。活性剂主要指有机酸,形成焊点前不分解,否则就不能去除氧化物,焊接时,与被焊金属表面的氧化物反应生成有机酸盐和水。触变剂和溶剂决定了锡膏的塌落性与黏性。很多有机酸不溶于松香,采用溶剂,使有机酸与松香混合,均匀地铺展在焊点表面,发挥去除氧化物的功能。[7]在实际焊接时,130℃以下约有10%的溶剂挥发,130-190℃再有约50%的溶剂挥发掉,当温度达到焊料熔点时,焊球熔化,活化剂分解,随后冷却,焊剂成膜,固住残留物。
03 空洞产生原因
活化剂与被焊金属表面氧化物发生化学反应,主要有如下两类反应:
反应其一,生成可溶性盐类,如式(1.1)~(1.2).
MeOn+2nRCOOH→ Me(RCOO)n+H2O .................1.1
MeOn+2nHX → MeXn+nH2O.................................1.2
其二是氧化还原反应,如式(1.3)~(1.4).
MeO+2HCOOH → Me(COOH)2+H2O......................1.3
Me(COOH)2+Me+CO2+H2............................1.4
这两类化学反应均生成水分,而焊膏使用过程中可能会吸收部分水分,助焊膏溶剂的挥发等也会带走部分水分。焊接过程中,如果这些水气如不能顺利排出,将直接以空洞的形势保留下来。
其次在基板方面,PCB板吸潮,焊盘导通孔设计不当,焊盘表面化学处理方式不同等,都会导致空洞的形成。一般空洞率大小依次为,OSP>ENIG>Ag>Sn=HASL。[3]
环境大气压的剧变对空洞的影响也不容忽视。先假定大气环境的气压为P0,回流炉膛的气压为P1,当炉膛内气压呈负压时,有利于聚集在炉膛内的挥发性气体排出,否则,炉膛内挥发性气体排放不畅甚至堵塞而滞留在焊料球内形成空洞。焊接工艺温度曲线的影响也不容忽视,如恒温时间增加,则空洞减少,这是因为恒温时间的延长,有利于溶剂,水分等气体的向外排出。
此外,峰值温度越高,空洞增大,这是由于过高的温度可能会导致气体的过分膨胀,焊料的飞溅,以及PCB板内气体的溢出等。
04 空洞解决方案
针对上述空洞产生的原因,可从三个方面解决:
2. 改进助焊膏,其核心是加入了空洞抑制剂;
3. 焊接工艺的持续改进。
针对传统无铅合金改进,通过添加微量元素Mn、Ni等,制备新型焊料合金,主要改善焊料的合金性能(能用),改善焊料的工艺性能(好用),改善焊料的可靠性能(稳定可靠)。增加合金微量的目的有:
1. 提高润湿性、流动性, 减少锡桥等焊接不良与抑制裂纹产生;
2. 界面稳定化元素抑制铜蚀和界面IMC层增厚;
3. 细化组织元素的添加,促进非均质形核、使焊点表面光亮;
4. 保留了传统无铅合金的良好延展性,缓和元件与PCB基板的膨胀率差异引起的伸缩效应;
5. 抗氧化的添加使减少锡渣、提高产品稳定性和焊点/镀层耐久性。
另外,合金改进的其他方案建议如下:
1)合金体系中添加一定量的In、Ga、P、Ni、Sb等微量元素,增加合金的流动性和抗氧化性;
2)合金粉的氧含量控制;
3)尽可能避免采用细粉;
4)采用预制成型焊片工艺。
实验中,重点对助焊膏成分进行了优化,针对空洞改善,研究人员提出了添加一种空洞调节剂的方式。即添加一种酸酐类物质,其反应机理:与水发生化学反应,生成多元有机酸,生成的多元有机酸继续参与反应,去除焊料与被焊金属表面的氧化物,从而减少了水分对空洞的影响,焊接效果见图3(添加空洞调节剂后焊接IGBT的X-RAY图片),图2为图3的对比图片(传统无铅锡膏焊接IGBT的X-RAY图片),图4为高洁净焊片真空焊接工艺下IGBT的X-RAY图片;图6为同时添加空洞调节剂和微量合金元素后的IGBT的焊接X-RAY图像,图5是图6的对比图片;图8为锡膏中添加空洞调节剂后焊接MOS的X-RAY图像,图7为图8的对比图片。
其次,有机溶剂尽可能选择高沸点溶剂,防止在焊接过程中形成飞溅等现象。
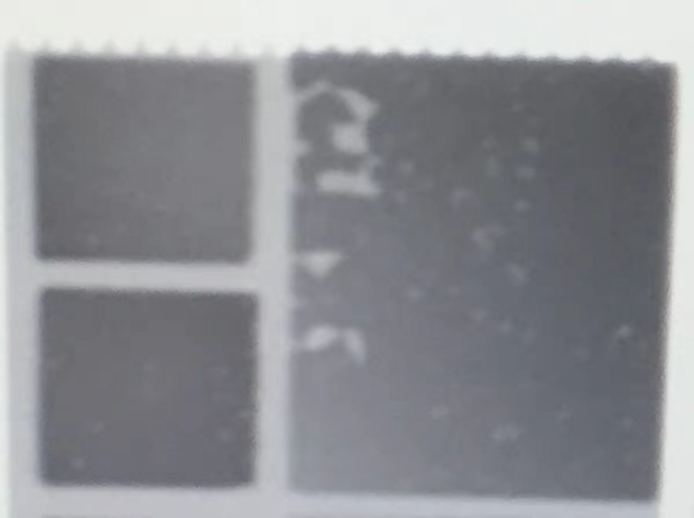
图2 传统无铅锡膏焊接IGBT的X-RAY图片
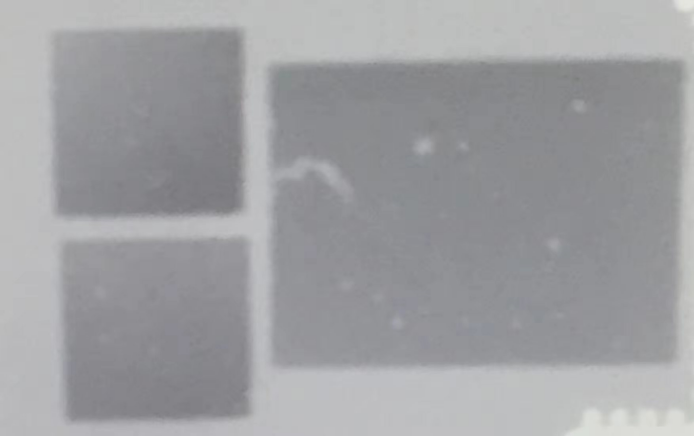
图3 传统锡膏添加空洞调节剂后焊接IGBT的X-RAY图片
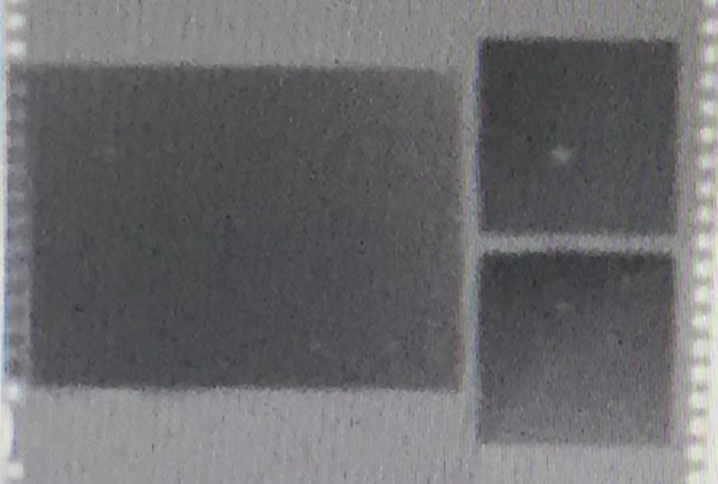
图4 高洁净焊片真空焊接工艺下IGBT的X-RAY图片
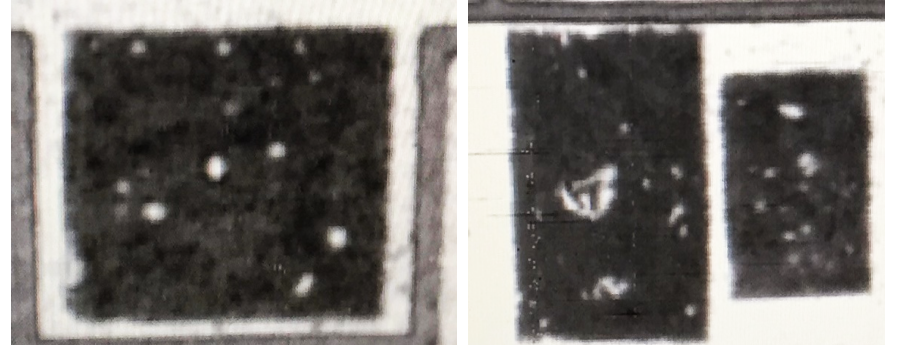
图5 传统无铅焊料IGBT的焊接X-RAY图像
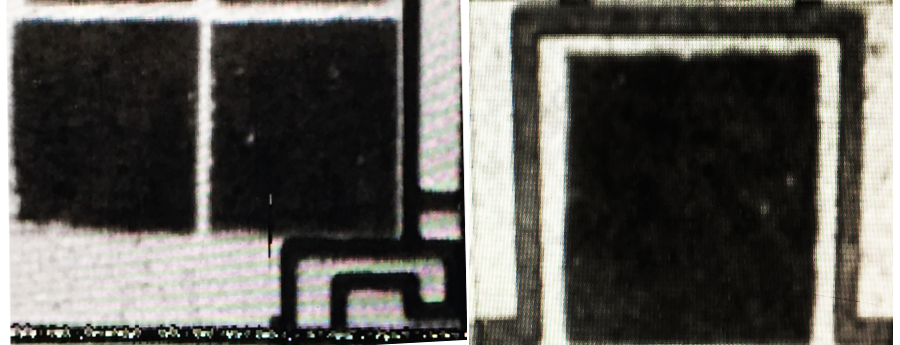
图6 添加空洞调节剂和微量合金元素后的IGBT的焊接X-RAY图像

图7 传统锡膏焊接MOS的X-RAY图像
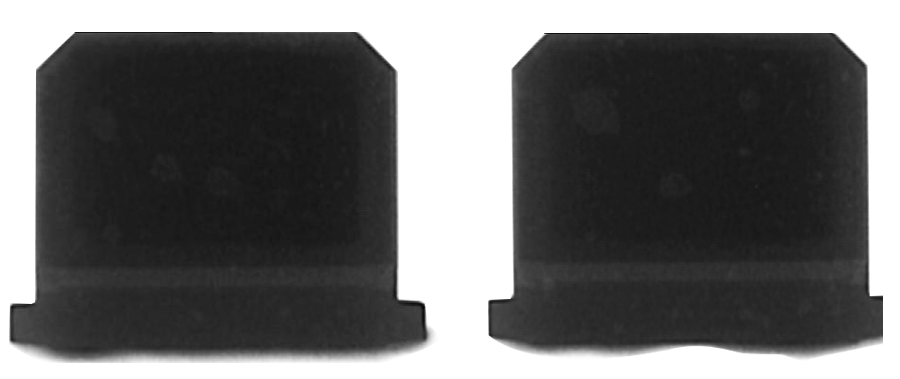
图8 锡膏中添加空洞调节剂后焊接MOS的X-RAY图像
最后,焊接工艺应当不断优化,具体如下:
1)PCB板防潮处理;
2) 锡膏使用时的管控,建议常温下使用时间不超过6个小时,防止锡膏受潮;
3)回流曲线的合理设置,尤其是恒温时间和峰值温度的设置;
4) 环境温湿度的管控;
5) 钢网开孔方式,如田字、井字、斜型等或者几种开孔方式相结合。
05 结语
通过合金化元素的添加,增加合金的流动性及抗氧化性;添加空洞调节剂-酸酐类物质与焊接过程中生成的水分发生化学反应,可有效降低因水汽造成的焊接空洞;通过焊接工艺的持续改进,有效降低焊接空洞。
参考文献:
[1] 程鹏飞, LF2000 锡膏印刷性能及回流焊后空洞的研究, 哈尔滨工业大学, 2010.
[2] 林雨生, 电子封装用喷印锡膏和助焊剂制备技术研究, 沈阳工业大学, 2019.
[3] 汪文兵, 王鑫, 陈国冠, 电子工艺技术 41 (2020) 159-162.
[4] 王永帅, 焊锡膏的适用性与检测技术研究, 北华航天工业学院, 2019.
[5] 杨根林, 焊锡膏特性和模板工艺对稳定印刷品质的要因解析, 2014 中国高端 SMT 学术会议论文集, 2014.
[6] 黄家强, BGA 结构 “Cu 基底/锡球/锡膏/Cu 基底” 混装焊点界面反应及可靠性研究, 华南理工大学, 2018.
[7] 杨建伟, 电子与封装 19 (2019) 9.
[8] 葛雪涛, 现代表面贴装资讯 (2003) 52-63.
唯特偶(SZ 301319),成立于1998年,坐落于粤港澳大湾区核心引擎城市——深圳,是国内集电子焊接材料科研、开发、生产、销售、服务为一体的综合型集团公司,是国家第一批重点高新技术企业,并拥有广东省认定的工程中心。
作为行业内的领先企业,公司拥有持续研发的技术创新能力,体现在产品配方开发能力、生产工艺控制能力、分析检测及产品应用检测能力等多个方面,逐步形成了行业领先的集产品配方研发、生产过程控制、质量检测于一体的技术体系。
公司产品作为电子材料领域的重要基础材料之一,主要应用于PCBA制程、精密结构件连接、半导体封装等多个产业环节的电子器件的组装与互联,并最终广泛应用于通信、消费电子、智能家电、光伏、汽车电子、LED、医疗器械、安防等多个行业。公司与国内外众多客户建立了长期稳定的合作关系,积累了良好的市场声誉。公司主要客户包括华为、冠捷科技、中兴通讯、富士康、奥海科技、海尔集团、格力电器、联想集团、TCL、比亚迪、艾比森、强力巨彩、天合光能、晶科科技、TP-LINK(普联)、公牛集团、海康威视、大疆创新等国内知名企业或上市公司。
唯特偶产品线:
化工:助焊剂、清洗剂、稀释剂;
锡膏:SMT专用锡膏、LED专用锡膏、低温散热器锡膏;
三防胶粘:三防漆、三防胶、电子固定胶、导热粘接材料、防腐材料等;
导热材料:导热垫片、导热膏、导电胶、相变材料、导热泥;
锡线、锡条、预成型焊片和焊锡球类